
사출 금형 도구 설계 소개
제품 개발이나 제조 분야에 종사하고 있다면 다음과 같은 사실을 알고 계실 것입니다. 사출 금형 도구 대량생산의 숨은 영웅이다. 훌륭한 디자인이 제조 현실과 만나는 곳이며, 솔직히 말해서 사이클이 최적화되거나 절망적으로 정체되는 곳입니다. 금형은 단지 공정의 일부가 아닙니다. ~이다 과정.

사출 성형이란 무엇입니까?
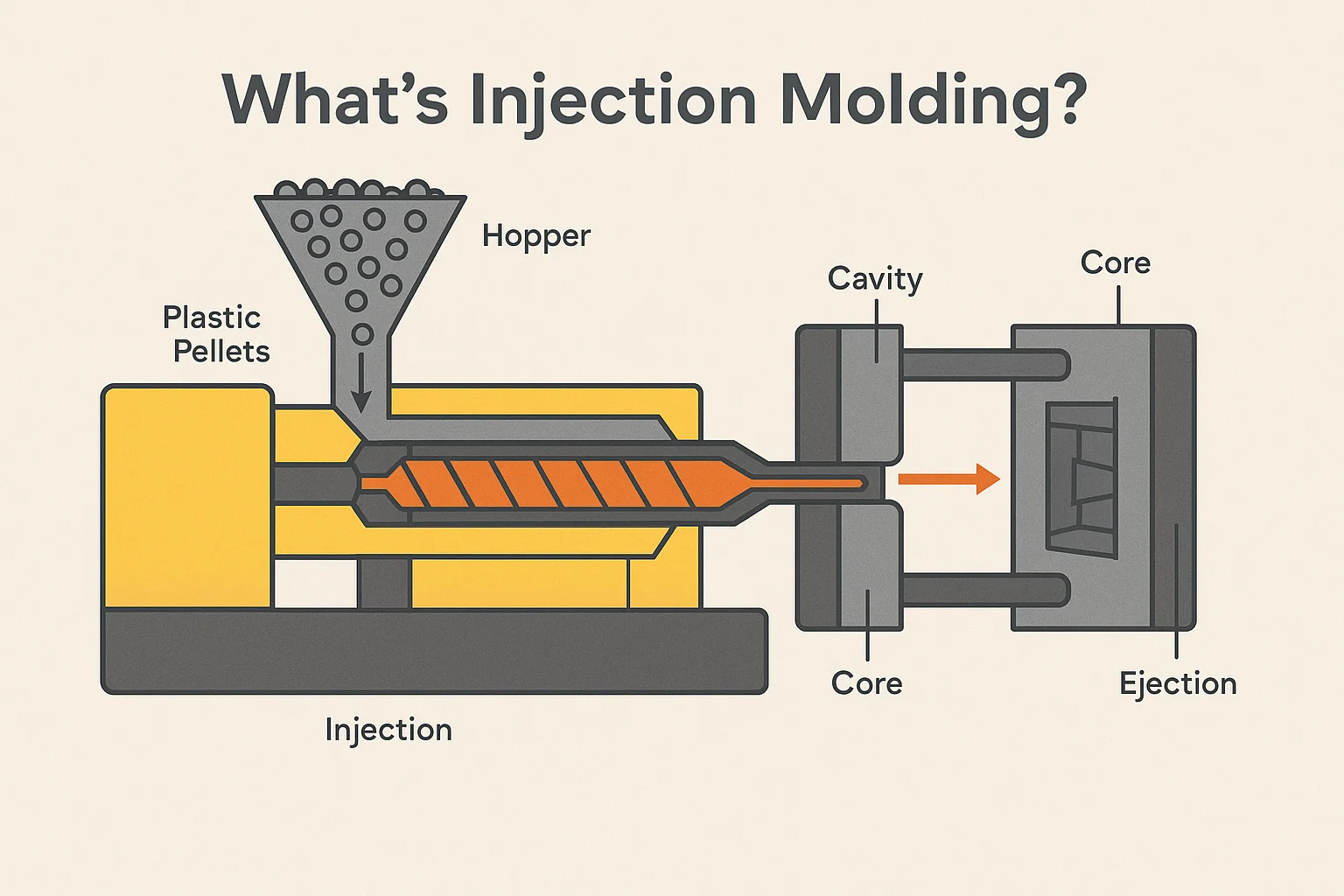
그 핵심에는 사출 성형 휴대폰 케이스, 병뚜껑부터 자동차 대시보드, 의료 기기에 이르기까지 플라스틱 부품을 제조하는 정교한 방법입니다. 이는 용융된 플라스틱 재료를 주입하여 작동합니다. 열가소성 물질 - 특별히 설계되고 냉각된 금형 캐비티에 들어갑니다. 플라스틱이 식고 굳으면 금형이 열리고 완성된 부품이 배출됩니다.
이는 놀라울 정도로 효율적이고 대량 생산이 가능한 프로세스로, 현대 제조의 기반이 됩니다.
사출 성형 공정 개요
금형 설계를 이해하려면 금형 설계가 지원하는 프로세스를 이해해야 합니다. 일반적으로 다음 네 단계가 포함됩니다.
-
클램핑: 금형의 두 반쪽, 공동 그리고 핵심 , 성형기의 클램핑 장치에 의해 닫히고 단단히 고정됩니다.
-
주입: 플라스틱 펠렛은 가열된 배럴에서 녹인 후 고압으로 빠르게 주입됩니다. 게이팅 시스템 금형 캐비티에 넣습니다.
-
냉각: 용융된 플라스틱은 냉각된 금형 표면과 접촉하여 부품이 취급할 수 있을 만큼 단단해질 때까지 열을 전달합니다. 이것은 종종 전체에서 가장 긴 부분입니다. 사이클 시간 .
-
방출: 금형이 열리고 배출 시스템 완성된 부품을 캐비티 밖으로 밀어내고 사이클을 다시 시작합니다.
제조에서 금형 설계의 중요성
당신이 알아야 할 사항은 다음과 같습니다. 훌륭한 부품 설계도 잘못된 금형 설계로 인해 손상될 수 있습니다. 금형 도구는 최종 제품의 반대 역할을 하며 해당 설계에 따라 세 가지 중요한 결과가 결정됩니다.
-
부품 품질: 금형 설계는 다음과 같은 모든 것을 제어합니다. 수축 그리고 뒤틀림 표면 마감 및 치수 정확도를 향상시킵니다. 완벽한 부품은 완벽한 도구에서 나옵니다.
-
주기 시간: 도구의 냉각 채널, 러너 시스템 및 배출 전략에 따라 각 부품을 얼마나 빨리 만들 수 있는지가 결정됩니다. 금형 최적화는 금형을 줄이는 가장 빠른 길입니다. 부품당 비용 .
-
도구 수명 및 유지 관리: 선택한 재료( 공구강 ) 그리고 설계 복잡성은 수리가 필요할 때까지 금형이 작동할 수 있는 기간에 영향을 미칩니다. 잘 설계된 금형은 수백만 장의 샷을 생산할 수 있습니다. 가난한 사람은 수천 후에 실패할 수도 있습니다.
시간과 전문성을 투자하여 탄탄한 사출 금형 도구 design 선행 작업은 효율적인 대량 생산을 보장하고 비용이 많이 들고 시간이 많이 소요되는 문제 해결을 방지할 수 있는 최선의 방법입니다. 고전적이야 지금 지불하거나 나중에 훨씬 더 지불하십시오 대본.
사출 금형 설계의 주요 원칙
단일 강철 조각을 절단하기 전에 금형 설계자는 부품의 형상과 용융된 플라스틱이 캐비티 내에서 어떻게 작용하는지 이해해야 합니다. 여기서 중요한 디자인 원칙이 적용됩니다. 이를 무시하면 품질 결함, 느린 주기, 높은 툴링 비용이 직접적으로 발생합니다.
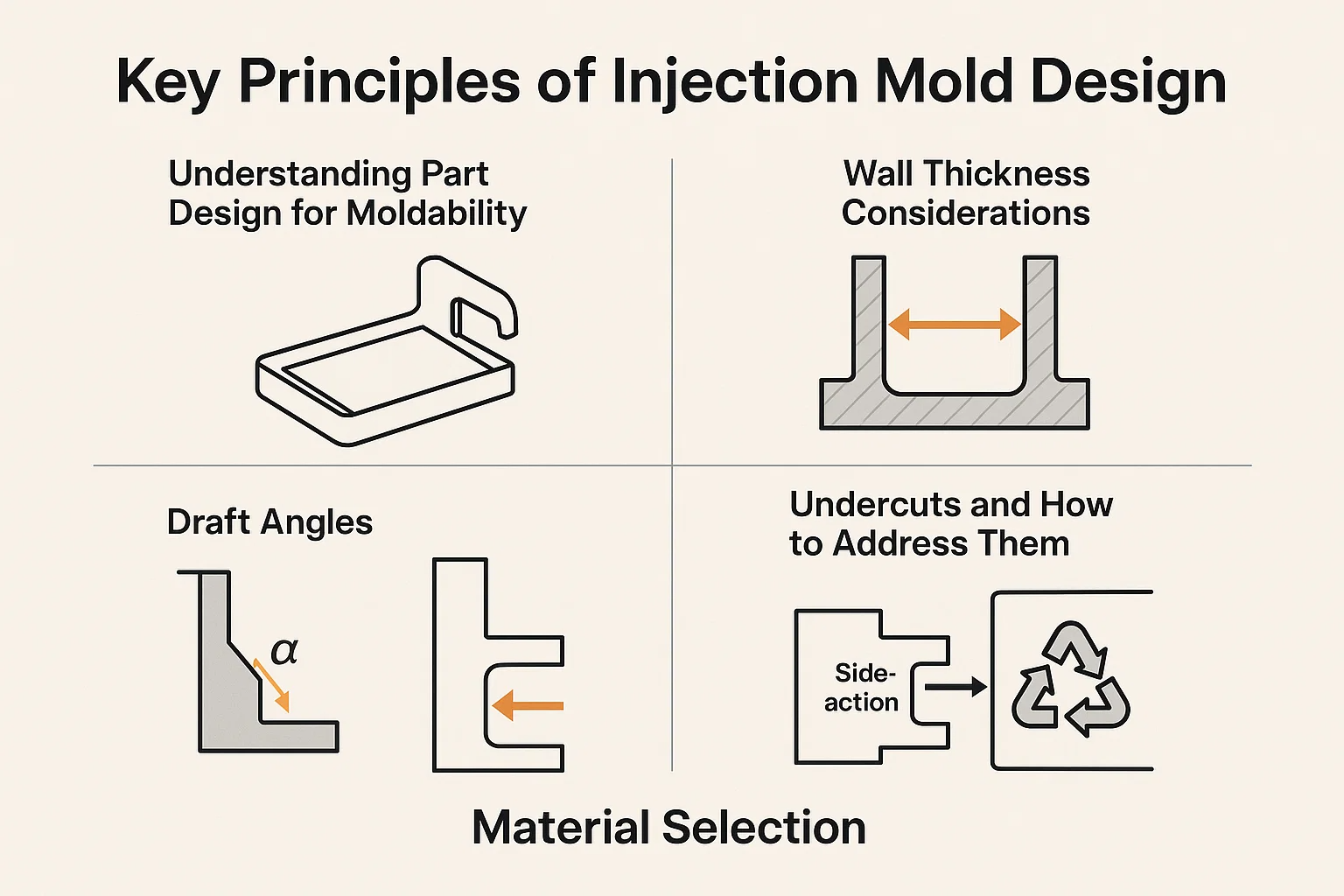
성형성을 위한 부품 설계 이해
사출 성형의 황금률은 간단합니다. 프로세스에 대한 부품을 설계합니다. 종이에 치수가 완벽한 부품이라도 효율적으로 성형할 수 없다면 쓸모가 없습니다.
벽 두께 고려 사항
부품 벽의 두께는 틀림없이 금형 설계와 사이클 시간에 영향을 미치는 가장 중요한 요소입니다.
-
균일성이 핵심입니다: 목표로하다 균일한 벽 두께 전체 부분에 걸쳐. 두께의 변화가 너무 크면 얇은 부분이 두꺼운 부분보다 빨리 응고되어 재료가 고르지 않게 당겨집니다. 이로 인해 내부 스트레스가 발생하고 필연적으로 뒤틀림 그리고 sink marks (small depressions where the material pulls inward).
-
냉각 문제: 두꺼운 벽은 냉각되는 데 훨씬 더 많은 시간이 필요합니다. 벽 두께를 두 배로 늘리는 경우가 많습니다. 네 배로 냉각 시간이 단축되어 부품 비용이 크게 증가합니다. 설계자는 구조적 무결성을 위해 충분히 두껍지만 빠르고 비용 효과적인 주기를 위해 충분히 얇은 최적의 지점을 찾아야 합니다.
구배 각도
구배 각도 금형의 개방 방향을 기준으로 부품의 모든 수직 벽에 약간의 테이퍼가 추가됩니다. 부품을 보장하는 가장 좋은 방법입니다. 원활하게 배출됩니다 자체나 곰팡이를 손상시키지 않고.
-
최소 요구 사항: 특정 요구 사항은 재료, 마감재 및 벽 깊이에 따라 다르지만 최소 초안은 에게 면당 ~이다 a good starting point. Textured surfaces or very deep parts often require higher draft angles ( 또는 ).
-
드래그 방지: 적절한 통풍이 없으면 취출 중에 발생하는 마찰로 인해 부품이 캐비티 벽에 끌리게 되어 긁힘, 뒤틀림 또는 응력 표시가 발생할 수 있습니다. 이는 "끌림"이라고 알려진 심각한 문제입니다.
언더컷 및 해결 방법
안 언더컷 금형에서 똑바로 잡아당겨지는 것을 방지하는 부품의 모든 기능입니다. 금형 개방 방향에 수직인 후크, 클립, 스레드 또는 구멍을 생각해 보십시오.
-
비용 요소: 언더컷은 엄격하게 금지되지 않지만 금형 복잡성, 툴링 비용 및 사이클 시간을 크게 증가시킵니다.
-
언더컷 처리: 이러한 기능에는 특수 이동 금형 구성 요소가 필요합니다. 부작용 또는 핵심 pulls . 이러한 메커니즘은 슬라이드 수직 언더컷 형상을 형성하기 위해 주 금형 개방 방향으로 이동하고, 주 금형이 열리기 전에 후퇴한 후 다시 밀어 넣어 다음 부품을 형성합니다. 이러한 메커니즘의 적절한 설계는 도구 수명과 신뢰성에 매우 중요합니다.
재료 선택
당신이 선택한 자료는 기본입니다. 이는 필요한 온도, 압력, 냉각 전략, 그리고 궁극적으로 금형 공구강 자체의 선택을 결정합니다.
일반적인 열가소성 수지 및 그 특성
디자이너들이 주로 사용하는 열가소성 물질s 용융과 응고를 반복할 수 있기 때문에 사출성형에 적합합니다. 각 제품군은 금형에 중요한 영향을 미칩니다.
| 재료군 | 예 | 주요 금형 영향 |
| 범용 플라스틱 | 폴리에틸렌(PE), 폴리프로필렌(PP) | 용융 온도와 압력은 낮아지지만 수축률은 높은 경우가 많습니다. |
| 엔지니어링 플라스틱 | 에이BS, 폴리카보네이트(PC), 나일론(P에이) | 더 높은 용융 온도와 압력; 기계적 특성은 우수하지만 견고한 냉각 시스템과 정밀한 툴링이 필요합니다. |
| 고성능 플라스틱 | 픽, PPS | 매우 높은 용융 온도; 특수한 고경도 공구강과 발열체가 필요합니다. |
금형 설계와의 재료 호환성
디자이너가 가장 중요하게 생각하는 두 가지 속성은 다음과 같습니다.
-
용융 흐름 지수(MFI): 플라스틱이 얼마나 쉽게 흐르는지. MFI가 낮은 재료에는 더 높은 사출 압력과 더 넓은 사출 압력이 필요합니다. 주자 그리고 게이트 .
-
수축률: 이는 냉각 후 플라스틱이 수축하는 비율입니다. 이 비율 ~ 해야 하다 금형강을 절단할 때 보상을 받아야 합니다(즉, 금형 캐비티가 항상 최종 부품보다 크게 절단됩니다).
금형 레이아웃 및 구성
금형 도구는 단순한 캐비티 그 이상입니다. 엄청난 압력을 견디고, 강렬한 열을 관리하고, 사이클을 수백만 번 반복하도록 정밀하게 설계된 기계입니다. 여기에서 이루어진 구성 결정은 총 생산 비용과 유연성에 직접적인 영향을 미칩니다.
단일 캐비티 금형과 다중 캐비티 금형
첫 번째 결정 중 하나는 금형이 사이클당 생산할 부품 수입니다.
-
단일 캐비티 금형:
-
장점: 초기 툴링 비용이 낮고 제작 속도가 빠르며 문제 해결 및 유지 관리가 더 쉬우며 중소 규모의 생산량이나 대형 부품에 이상적입니다.
-
단점: 전반적인 생산 속도가 느려집니다.
-
-
다중 캐비티 금형:
-
장점: 한 번에 2개, 4개, 8개, 16개 이상의 동일한 부품을 생산할 수 있어 생산량이 크게 늘어나 기계 시간이 극대화됩니다.
-
단점: 훨씬 더 높은 툴링 비용과 복잡성. 모든 공동은 동시에 충전, 냉각 및 배출되어야 합니다. 캐비티 간의 약간의 차이(불균형)는 부품 폐기로 이어질 수 있으며 비용이 많이 드는 금형 조정이 필요할 수 있습니다.
-
-
제품군 금형: 서로 다른 관련 부품(예: 뚜껑 및 용기)이 동일한 도구에서 실행되는 특정 유형의 다중 캐비티 금형입니다. 이는 균형을 맞추는 것이 복잡한 경우가 많으며 일반적으로 생산량이 밀접하게 일치하지 않는 한 피합니다.
몰드 베이스 선택
그만큼 몰드 베이스 캐비티 및 코어 플레이트와 같은 중요한 맞춤형 구성 요소를 모두 정밀하게 정렬하는 표준화된 프레임워크인 하우징입니다. 이는 전체 도구의 구조적 백본입니다.
-
기능: 이는 플레이트 강도, 가이드 핀 및 나사용 채널, 프레스용 장착 표면을 제공합니다.
-
표준 대 사용자 정의: 대부분의 디자이너가 사용하는 표준화된 몰드 베이스 (예: DME 또는 Hasco와 같은 회사). 이를 통해 시간이 절약되고 비용이 절감되며 구성 요소의 상호 교환이 가능해집니다. 고도로 전문화되거나 대규모 도구를 위해서만 처음부터 설계된 맞춤형 베이스가 있습니다.
-
플레이트 구조: 몰드 베이스는 여러 개의 플레이트가 적층되어 구성됩니다. 예를 들어, 일반적인 2플레이트 금형에는 캐비티 플레이트, 코어 플레이트 및 이젝터 플레이트가 포함됩니다. 베이스의 선택에 따라 결과가 결정됩니다. 게이팅 시스템s (다음에 논의)이 설계될 것이며 핫 러너 시스템 편입될 수 있습니다.
사출 금형의 구성 요소
단순한 2판 금형이든 복잡한 스택 금형이든 모든 사출 도구는 함께 작동하는 동일한 핵심 구성 요소로 구성됩니다. 이러한 부분을 이해하는 것은 문제를 진단하고 신뢰성을 위한 설계에 필수적입니다.
몰드베이스
앞서 언급했듯이 이는 맞춤형 구성요소를 보유하는 전체 조립 구조입니다. 여기에는 다음이 포함됩니다.
-
A면(캐비티 면): 그만큼 half of the mold attached to the injection nozzle side of the machine.
-
B면(코어면): 그만큼 half that moves and contains the core, from which the part is typically ejected.
-
가이드 핀 및 부싱: 그만큼se precision components ensure that the A-Side and B-Side plates align perfectly every single time the mold closes.
캐비티 및 코어
그만큼se are the pieces of steel that actually define the part geometry:
-
캐비티 플레이트(A면): 성형 부품의 외부 또는 "외부" 모양을 형성합니다.
-
코어 플레이트(B면): 성형 부품의 내부 형상 또는 "내부" 모양을 형성합니다.
그만큼se plates are often made from high-grade 공구강 부품 사이의 인터페이스가 부품의 무결성을 결정하므로 매우 정밀하게 가공됩니다.
게이팅 시스템
그만큼 게이팅 시스템 금형의 생명선입니다. 제거하기 쉬운 흔적(플라스틱이 부품에 들어가는 곳에 남겨진 작은 재료 조각)을 최소화하면서 녹은 플라스틱을 러너에서 캐비티로 효율적으로 전달해야 합니다.
게이트 유형(스프루, 러너, 에지, 잠수함)
그만큼 design of the gate largely dictates the quality of the part, the cycle time, and the post-molding labor required (trimming the vestige).
| 게이트 유형 | 설명 | 장점 | 단점 |
| 스프루 게이트 | 제품 중앙에 직접 사출합니다(단일 캐비티 금형에만 해당). | 우수한 압력 전달; 최소한의 흐름 경로. | 큰 흔적을 남깁니다. 일반적으로 원형/원통형 부품에만 해당됩니다. |
| 엣지 게이트 | 분할선을 따라 부품을 채웁니다. 기계 가공이 가장 쉽습니다. | 간단하고 비용 효율적이며 수동 또는 로봇식으로 쉽게 다듬을 수 있습니다. | 부품 측면에 눈에 보이는 증거 표시를 남깁니다. |
| 잠수함(터널) 게이트 | 분할선 아래를 절단하여 부품이 배출될 때 게이트가 강제로 절단되도록 합니다. | 자체 손상—수동 트리밍이 필요하지 않아 인건비가 절약됩니다. | 플라스틱에 응력을 가할 수 있는 높은 전단력이 필요합니다. 작은 게이트에만 적합합니다. |
| 다이어프램/링 게이트 | 원통형 부품에 사용됩니다. 전체 둘레에 균일하게 부품을 채웁니다. | 원형 부품의 뒤틀림과 용접선을 최소화합니다. | 특별한 트리밍이 필요한 큰 흔적을 남깁니다. |
게이트 배치 최적화
게이트 배치는 단일 목표에 따라 결정되는 중요한 결정입니다. 균일한 충전 및 냉각을 달성합니다.
-
가장 두꺼운 부분: 플라스틱은 일반적으로 부품의 가장 두꺼운 단면에서 금형에 들어가야 합니다. 이렇게 하면 두꺼운 부분이 냉각되고 수축되는 동안 캐비티의 나머지 부분은 가압 상태로 유지되어 싱크 마크가 완화됩니다.
-
흐름 거리: 압력 강하와 잠재적인 손실을 줄이기 위해 플라스틱이 흘러야 하는 거리를 최소화합니다. 짧은 샷 (채워지지 않은 영역).
-
용접선: 두 개의 유동 선단이 중요한 영역(예: 응력 지점 근처)에서 만나야 하는 곳에 게이트를 배치하지 마십시오. 흐름이 앞선 곳 ~ 해야 하다 만나다 용접선 ~이다 formed, which is a structural weakness and a visual defect. Proper gating can push the weld line into a non-critical area.
배출 시스템
플라스틱이 냉각되면 부품이 변형되지 않고 효율적으로 제거되어야 합니다. 그만큼 배출 시스템 부품을 밀어내는 금형의 B면(코어면)에 내장된 메커니즘입니다.
-
황금률: 이젝터는 재료를 관통하거나 부품이 변형되는 것을 방지하기 위해 부품의 가장 강한 부분이나 플라스틱이 여전히 따뜻하고 유연한 부분을 밀어야 합니다.
-
균일한 힘: 그만큼 key is to distribute the ejection force evenly across the surface area.
핀 배출
그만큼 most common method. 이젝터 핀 코어 플레이트 표면과 같은 높이에 있는 둥글고 경화된 강철 핀입니다.
-
기구: 금형이 열리면 이젝터 플레이트가 앞으로 이동하여 핀을 밀어내고 부품을 코어에서 밀어냅니다.
-
설계: 핀 배치는 전략적으로 위치해야 하며 주로 두꺼운 부분이나 갈비뼈 근처에 있어야 합니다. 절대 적절한 지지 없이 경사진 표면에 설치하면 핀이 구부러지거나 강철이 마모될 수 있습니다.
슬리브 배출
보스나 깊은 코어와 같은 둥근 형상에 자주 사용됩니다.
-
기구: A 소매 (튜브 모양의 이젝터)는 배출되는 형상 주위에 맞춰져 큰 원형 영역에 힘을 분산시킵니다.
-
혜택: 슬리브에 남겨진 확인 표시는 작은 핀 표시보다 눈에 덜 띄기 때문에 시각적으로 완벽하게 유지되어야 하는 부품에 이상적입니다.
스트리퍼 플레이트 배출
부품 변형을 방지하기 위해 분산력이 필수적인 대형, 상자형 또는 얕은 부품에 사용됩니다.
-
기구: 전용 스트리퍼 플레이트 부품 프로파일을 둘러쌉니다. 활성화되면 전체 링이 주변을 중심으로 부품을 코어에서 고르게 밀어냅니다.
-
혜택: 가장 균일하고 부드러운 배출을 제공하여 특히 부드러운 소재의 경우 응력과 변형을 최소화합니다.
냉각 시스템
그만큼 냉각 시스템 까지 책임을 집니다. 총 사이클 시간의 효과적인 냉각은 수익성 있는 사출 성형에서 가장 큰 변수입니다.
사출 성형에서 냉각의 중요성
냉각 불량으로 인해 다음이 발생합니다.
-
긴 사이클 시간: 부품당 비용이 직접적으로 증가합니다.
-
변형: 고르지 못한 냉각으로 인해 재료가 다양한 속도로 수축되어 내부 응력이 발생하고 부품이 평평하지 않게 됩니다.
냉각 채널 설계
그만큼 core strategy is to remove heat quickly and uniformly.
-
형상적응형 냉각: 그만큼 gold standard, though expensive. Channels are designed to follow the 형태 (모양) 캐비티와 코어 표면의 온도를 일정하게 유지합니다.
-
거리: 채널은 캐비티 표면 가까이에 배치되어야 합니다(일반적으로 에게 채널 직경의 배) 그리고 서로 적절한 간격을 두고 있습니다.
-
배플 및 버블러: 냉각이 어려운 깊고 얇은 코어 핀의 경우 헛되이 애쓰다 (냉각수를 채널 아래로 강제로 올리거나 내리는) 또는 버블러 (냉각수를 강제로 거품 격리된 튜브 위로) 강철의 중심에서 열을 끌어내는 데 사용됩니다.
절삭유 선택
물은 가장 일반적인 냉각수이지만 시스템은 온도 제어 유연성을 위해 글리콜(부동액)과 혼합된 물을 사용하는 경우가 많습니다. 목표는 채널 내 냉각수의 난류를 최대화하는 것입니다. 난류는 층류보다 열 전달에 있어 훨씬 더 효율적이기 때문입니다.
사출 금형에 대한 설계 고려 사항
그만큼se final design checks are crucial for ensuring the finished part is structurally sound and meets dimensional tolerances. They often involve anticipating how the plastic will behave under stress and during cooling.
환기
이는 종종 가장 큰 골치 아픈 원인이 되는 가장 간과되는 구성 요소입니다. 플라스틱이 공동으로 돌진하면 내부의 공기가 대체됩니다. 공기가 빠져나가지 못하면 문제가 발생합니다.
환기가 중요한 이유
-
화상 표시: 들어오는 플라스틱에 의해 압축된 갇힌 공기는 빠르게 가열되어(단열 압축) 실제로 플라스틱을 태우고 검은색이나 갈색을 남길 수 있습니다. 화상 자국 흐름 경로의 끝에서.
-
미성형: 모서리에 공기가 갇히면 플라스틱이 캐비티를 완전히 채우는 것을 방해하여 결과적으로 미성년자 —거부되고 불완전한 부분.
-
웰드 라인 강도: 적절한 환기는 유동 선단이 만나는 영역에서 가스가 빠져나가는 데 도움이 되어 결과의 융합과 강도를 향상시킵니다. 용접선s .
환기 Techniques
통풍구는 금형에 가공된 얕은 채널입니다. 분할선 또는 공동의 가장 깊은 지점에서.
-
분할선 통풍구: 가장 일반적입니다. 통풍구는 일반적으로 깊이(사람 머리카락 굵기) 0.0005~0.0015인치, 너비 0.25인치입니다. 통풍구는 공기가 빠져나갈 수 있을 만큼 넓지만 점성 플라스틱이 침투하기에는 너무 좁습니다.
-
이젝터 핀 통풍구: 이젝터 핀 주변의 작은 틈도 통풍구 역할을 할 수 있습니다.
-
다공성 강철: 복잡한 영역에서는 특수 소결된 다공성 공구강 인서트를 사용하여 플라스틱 뒷면을 잡고 공기가 강철을 직접 통과할 수 있습니다.
수축
모든 플라스틱은 냉각되면서 수축됩니다. 이는 결함이 아닙니다. 그것은 확실합니다. 실패는 그것을 설명하지 않습니다.
재료 수축률 이해
모든 플라스틱에는 다음과 같은 출판물이 있습니다. 수축률 (백분율 범위). 예를 들어 폴리에틸렌(PE)은 약 1.5% 정도 수축할 수 있습니다. 폴리카보네이트(PC)는 0.6%만 수축할 수 있습니다.
-
요인: 그만큼 actual shrinkage is affected by mold temperature, pack pressure, and wall thickness. High packing pressure reduces shrinkage, but requires a more robust mold.
금형 설계 시 수축 보정
그만큼 mold tool is always machined 더 큰 마지막 부분보다 설계자는 재료의 공칭 수축률을 사용하여 필요한 캐비티 크기를 계산합니다.
금형 치수=공칭 부품 치수×(1 수축률)
올바른 수축 계수를 사용하지 않으면 부품이 기계에서 바로 공차를 벗어나게 됩니다.
뒤틀림
뒤틀림 부품의 변형이나 뒤틀림으로 인해 의도한 평면 또는 직선 모양에서 벗어나는 현상입니다. 금형 설계자의 적입니다.
변형의 원인
그만큼 root cause is almost always 고르지 못한 냉각 또는 스트레스.
-
차동 냉각: 부품의 한 쪽이 다른 쪽보다 빨리 냉각되면 더 빠른 쪽의 플라스틱이 먼저 굳어지고 수축되어 나머지 재료가 그 쪽으로 당겨집니다. 이는 냉각 채널이 한 표면에서 너무 멀리 떨어져 있는 경우 자주 발생합니다.
-
불균일한 벽 두께: 앞에서 설명한 것처럼 두꺼운 부분과 얇은 부분은 서로 다른 속도로 냉각되어 내부 응력이 발생하여 취출 시 부품이 구부러지게 됩니다.
Warpage를 최소화하는 설계 기법
-
대칭: 균형 잡힌 냉각을 보장하기 위해 부품과 금형의 냉각 시스템을 최대한 대칭으로 설계합니다.
-
갈비뼈와 거싯: 리브와 같은 구조적 특징을 사용하여 건물의 구조적 빔과 마찬가지로 지지력을 제공하고 수축력을 관리 가능한 패턴으로 유도합니다.
스트레스 집중
응력 집중은 부품 내에서 물리적인 힘이 축적되어 부품이 깨지거나 파손되기 쉬운 영역으로, 종종 흰색 응력 표시로 표시됩니다.
스트레스 증가 요인 식별 및 완화
-
날카로운 모서리: 소성 흐름은 급격한 변화를 좋아하지 않습니다. 날카로운 내부 모서리 엄청난 스트레스를 유발하므로 다음으로 교체해야 합니다. 반경 가능하면 재료가 원활하게 흐르고 응력이 분산되도록 해야 합니다.
-
게이트 위치: 게이트를 잘못 배치하면 높은 전단 응력이 발생하여 재료 품질이 저하되고 게이트 흔적 근처에 약점이 생길 수 있습니다.
표면 마감
그만큼 surface finish of the part is a direct reflection of the surface finish applied to the mold steel.
원하는 표면 품질 달성
-
광택: 표준화된 마감재는 플라스틱 산업 협회(SPI)에서 측정합니다. SPI A-1 마감은 고광택 거울 광택인 반면, SPI D-3은 거칠고 무딘 표면입니다.
-
텍스처링: 질감(가죽 결 또는 무광택 마감재)은 화학적 공정(종종 마스킹 및 산성 처리)을 사용하여 강철에 에칭됩니다. 텍스처는 사소한 흐름 결함을 숨기는 데 도움이 되지만 상당한 수준의 흐름이 필요합니다. 구배 각도 성공적인 배출을 위해
사출 금형 시뮬레이션 및 분석
과거에는 금형 설계에 많은 계산된 추측과 비용이 많이 드는 강철 수정("절단 후 시도")이 필요했습니다. 오늘, 금형 흐름 분석 (MFA)는 추측을 배제하여 상당한 시간, 비용 및 골치 아픈 일을 줄여줍니다.
금형 흐름 분석 소개
금형 흐름 분석 전산유체역학(CFD)을 사용하여 금형이 존재하기 전에 용융된 플라스틱이 캐비티 내에서 어떻게 흐르고, 압축되고, 냉각되는지 예측하는 강력한 시뮬레이션 프로세스입니다. 이는 본질적으로 첫 번째 생산 실행을 미리 엿볼 수 있는 기회를 제공합니다.
시뮬레이션의 이점
그만큼 real value of MFA is risk reduction. It allows the designer to:
-
게이트 위치 최적화: 실시간으로 충진 패턴을 확인하고 최소화할 이상적인 위치를 결정합니다. 용접선s 그리고 reduce flow distance.
-
결함 예측: 다음과 같은 잠재적인 문제 지점을 식별합니다. 짧은 샷 , 에어 트랩, 싱크마크 , 재료의 품질을 저하시킬 수 있는 높은 전단 응력 영역.
-
냉각 전략 개선: 안alyze temperature uniformity and optimize 냉각 채널 사이클 시간을 최소화하기 위한 배치 및 뒤틀림 .
-
툴링 요구 사항 검증: 공구를 제작하기 전에 필요한 클램핑 톤수와 사출 압력을 결정하십시오.
금형 시뮬레이션을 위한 소프트웨어 도구
설계자는 이러한 복잡한 계산을 실행하기 위해 특수 소프트웨어를 사용합니다. 업계 최고의 도구는 다음과 같습니다.
-
Autodesk Moldflow: 광범위한 분석 기능을 제공하는 업계 표준으로 간주되기도 합니다.
-
솔리드웍스 플라스틱: 널리 사용되는 CAD 환경에 통합되어 설계 엔지니어가 액세스할 수 있습니다.
-
Moldex3D: 특히 복잡한 형상에 대한 충실도가 높은 3D 모델링으로 유명합니다.
시뮬레이션 결과 해석
그만큼 simulation output is a map of the manufacturing process. Designers look for the "red flags" that indicate a bad design decision.
-
잠재적인 문제 식별(예: 미성형, 웰드 라인):
-
미성형: 최종 충전 시간 플롯에서 채워지지 않은 채로 남아 있는 영역을 찾으십시오. 이는 압력이 부족하거나 공기가 갇혀 있음을 나타냅니다.
-
용접선: 유동 선단이 만나는 위치를 추적합니다. 응력이 높은 영역에서 웰드 라인이 예측되는 경우 게이트를 이동해야 하며, 재료 융합을 개선하기 위해 가열 요소가 필요할 수도 있습니다.
-
에어 트랩: 공기가 마지막 충전 지점까지 밀려나는 위치를 식별합니다. 바로 이곳이 벤트 배치해야 합니다.
-
온도 핫스팟: 열을 너무 오랫동안 유지하는 영역을 찾으십시오. 이는 냉각이 부적절하여 사이클 시간이 길어지거나 뒤틀림 .
-
시뮬레이션을 기반으로 금형 설계 최적화
그만큼 goal is an iterative loop:
-
안alyze: 현재 설계에서 시뮬레이션을 실행합니다.
-
수정하다: CAD 모델에서 벽 두께, 게이트 크기, 러너 크기 또는 냉각 채널 배치를 조정합니다.
-
재분석: 모든 중요한 결함이 제거되고 주기 시간이 최소화될 때까지 시뮬레이션을 다시 실행하십시오.
이러한 체계적인 접근 방식을 통해 최종적으로 비용이 많이 드는 CNC 가공 강철을 사용하면 금형이 처음부터 제대로 작동할 것이라고 확신할 수 있습니다.
고급 사출 금형 설계 기술
표준 콜드 러너 금형은 많은 부품에 적합하지만 현대 제조에서는 스크랩 감소, 주기 단축, 복잡한 다중 재료 부품이 요구되는 경우가 많습니다. 이러한 고급 시스템은 더 높은 툴링 투자가 필요하지만 이러한 요구 사항을 충족합니다.
핫 러너 시스템
A 핫 러너 시스템 용융된 플라스틱을 캐비티 게이트까지 유지하는 가열된 매니폴드 어셈블리입니다. 기본적으로 러너 시스템은 금형에 통합되어 차가운 "러너" 폐기물을 제거합니다.
핫러너의 장점
-
제로 폐기물: 러너 재료는 절대 냉각되지 않으므로 다시 분쇄하거나 폐기해야 하는 폐플라스틱(스프루/러너 스크랩)이 거의 없습니다. 이는 고가의 엔지니어링 수지에 매우 중요합니다.
-
사이클 시간 단축: 그만큼 molding machine doesn't have to wait for the thick runner system to cool, which can significantly shave seconds off the cycle.
-
오토메이션: 러너가 부착되지 않은 상태에서 부품이 깔끔하게 떨어지므로 자동화 및 포장이 단순화됩니다.
-
더 나은 부품 품질: 핫 러너를 사용하면 압력과 보압을 더욱 제어할 수 있어 응력이 줄어들고 부품 균일성이 향상됩니다.
핫 러너 설계 고려 사항
-
비용: 초기 툴링 비용은 콜드 러너 금형보다 훨씬 높습니다.
-
유지: 보다 복잡한 구성 요소(히터, 열전대, 밸브 게이트)에는 전문적인 유지 관리 및 문제 해결이 필요합니다.
-
밸브 게이트: 최상의 제어를 위해서는 밸브 게이트 시스템을 자주 사용합니다. 이는 게이트 위치에서 핀을 물리적으로 열고 닫아 자재 흐름을 정밀하게 제어하고 깨끗한 흔적을 남깁니다.
가스 보조 사출 성형
이 기술은 싱크 마크 및 뒤틀림이 발생하기 쉬운 두꺼운 단면 또는 대형 구조 부품이 있는 부품을 위해 설계되었습니다.
-
프로세스: 캐비티가 플라스틱으로 부분적으로 채워진 후 불활성 가스(일반적으로 질소)가 가장 두꺼운 코어 섹션에 고압으로 주입됩니다.
-
혜택: 그만큼 gas core-out the thick section, pushing the plastic against the mold walls until it cools. This reduces material usage, eliminates sink marks, and minimizes warpage by applying uniform packing pressure from the inside out.
다성분 사출 성형(2K 성형)
이 기술은 대개 금형에서 부품을 제거하지 않고 두 개 이상의 서로 다른 재료나 색상을 순서대로 사용하여 단일 부품을 생성합니다.
-
프로세스: 그만큼 mold incorporates a rotating core or a shuttle system. The first material (M1) is injected. The mold then opens, the core rotates (or shuttles), and the second material (M2) is injected into or around the first shot.
-
신청: 키패드, 도구 핸들(소프트 터치 엘라스토머 그립이 있는 단단한 플라스틱 구조) 또는 통합 씰이 있는 렌즈.
오버몰딩
다중 부품 성형과 유사하지만 일반적으로 두 번째 재료(종종 열가소성 물질 elastomer 또는 TPE)를 기존 기판이나 삽입물 위에 덮습니다.
-
프로세스: 완성된 플라스틱 또는 금속 부품을 수동 또는 로봇 방식으로 금형 캐비티에 배치하고 두 번째 재료를 주입합니다. ~ 위에 그것.
-
신청: 전자 장치에 부드러운 그립 표면을 추가하거나, 금속 부품을 감싸거나, 방수 씰을 만듭니다. 주요 설계 과제는 두 번째 재료가 견고한 특성을 갖도록 하는 것입니다. 부착 에게 the first.
사출 금형용 재료
그만큼 mold material is where all the pressure, 열, 성형 사이클의 마찰이 흡수됩니다. 그만큼 right choice is a trade-off between hardness (for wear resistance) and machinability (for cost).
공구강
공구강 ~이다 the backbone of high-volume injection molding. 그만큼y are high-carbon alloys designed to offer a balance of hardness, 인성, 그리고 열 안정성.
일반적인 유형의 공구강(예: P20, H13, S7)
| 공구강 종류 | 주요 특징 | 일반적인 응용 |
| P20 | 사전 경화; 기계 가공이 용이함; 좋은 광택성. | 중소형 금형(최대 500,000개 샷) 범용. |
| H13 | 내열성이 우수함(열간강) 우수한 인성; 핫 러너 부품에 자주 사용됩니다. | 고온 엔지니어링 플라스틱(예: 나일론, PEEK); 코어와 캐비티에 자주 사용됩니다. |
| S7 | 우수한 충격 저항성(높은 인성); 복잡한 기능에 좋습니다. | 충격에 강한 소재; 구조적 구성요소나 부작용에 자주 사용됩니다. |
| 스테인리스강(예: 420 SS) | 내부식성은 매우 중요합니다. | 부식성 수지(예: PVC) 또는 클린룸 환경이 필요한 의료/식품 등급 응용 분야용 금형입니다. |
철강 선택에 영향을 미치는 요인
그만큼 choice is driven by three main factors:
-
생산량: 대량 생산(수백만 장의 샷)에는 내마모성을 위해 고경도 강철(예: H13 또는 D2)이 필요합니다. 볼륨이 낮을수록 더 부드럽고 더 저렴하고, 그리고 faster-machining steel like P20.
-
수지의 마모성: 유리섬유나 광물로 채워진 수지는 마모성이 강하고 연강을 빠르게 침식합니다. 강화된 재료가 필요합니다.
-
부식성 수지: PVC와 같은 재료나 부식성 가스를 방출하는 재료에는 스테인레스 스틸이 필요합니다.
알류미늄
강철은 아니지만, 알루미늄 합금이 일반적인 선택입니다. 특히 프로토타입 및 소량 툴링에 적합합니다.
-
장점: 우수한 열전도율 (강철보다 최대 5배 빠르게 냉각 가능) 사이클 시간을 매우 빠르게 만듭니다. 강철보다 가공이 훨씬 쉽고 빠릅니다.
-
단점: 강철보다 부드럽고, 이는 더 빨리 마모되고 고압이나 연마성 수지로 인해 손상되기 쉽다는 것을 의미합니다.
-
애플리케이션: 다음에 이상적입니다. 소프트 툴링 또는 bridge tooling where quick production is paramount.
기타 재료(예: 베릴륨 구리)
그만큼se specialized alloys are used strategically:
-
베릴륨 구리(BeCu): 종종 다음과 같이 사용됩니다. 인서트 강철 금형의 고열 영역(예: g., 게이트 근처 또는 깊은 코어 핀). BeCu는 강철보다 우수한 열전도율을 제공하며, 국부적인 핫스팟의 냉각을 가속화하고 금형 온도 프로파일의 균형을 맞춥니다.
사출 금형 제조
강철을 선택한 후, 물리적인 건설이 시작됩니다. 그만큼 mold tool is arguably the most complex and precise component in a manufacturing line, 고도로 전문화된 기술에 의존합니다.
가공 공정
그만큼 geometry of the cavity and core must be translated from the digital CAD file into hardened steel with micron-level precision.
-
CNC 가공: 컴퓨터 수치 제어(CNC) 밀링은 벌크 재료를 제거하고 몰드 베이스 및 러너와 같은 주요 형상을 절단하는 기본 방법입니다. 고속, 5축 CNC 기계는 복잡한 3D 윤곽을 절단하는 데 필수적입니다.
-
EDM(방전 가공): 이는 비접촉식이며, 밀링 커터가 도달할 수 없는 기능에 중요한 열 침식 공정. 다음을 만드는 데 사용됩니다.
-
날카로운 내부 모서리: EDM은 회전하는 엔드밀이 반경 때문에 생성할 수 없는 완벽하게 날카로운 내부 코너를 태울 수 있습니다.
-
깊고 가는 갈비뼈: 깊이있게 만들어주고, 떨림이나 파손 없이 얇은 피처.
-
-
연마: 차단 영역(캐비티와 코어가 만나는 곳)과 같은 중요한 표면을 마무리하고 가이드 핀 및 이젝터 슬리브와 같은 구성 요소의 크기를 정확하게 조정하는 데 사용됩니다.
금형 조립 및 테스트
가공된 부품은 꼼꼼하게 조립됩니다. 가이드 핀이 설치되어 있으며, 냉각 라인은 압력 테스트를 거쳤으며, 그리고 배출 시스템 ~이다 checked for smooth movement.
-
도구 시험: 그만큼 assembled mold is placed into an injection molding machine for a 에게ol tryout . 이번이 첫 실행이고, 여기에서 설정을 조정하고 초기 플라스틱 부품("첫 번째 샷")을 생산하고 측정합니다. 이 중요한 단계는 설계 및 시뮬레이션 단계에서 수행된 모든 작업을 검증합니다.
사출 금형의 유지 관리 및 수리
고성능 금형은 고성능 자산입니다. 이를 그렇게 처리하는 것은 장기적인 비용을 최소화하는 데 필수적입니다.
예방적 유지보수
예정된 유지 관리는 장수를 위해 협상할 수 없습니다. 일반적으로 다음이 포함됩니다.
-
청소: 가스 잔류물과 플라스틱 축적물을 제거합니다.
-
매끄럽게 하기: 모든 움직이는 구성요소(핀, 부작용) are correctly lubricated.
-
점검: 균열이 있는지 확인하고, 파팅라인에 착용, 그리고 corrosion in the cooling channels.
일반적인 금형 문제 해결
금형 제조업체는 종종 부품 결함을 기반으로 문제를 진단합니다.
-
플래시: 분할선에서 플라스틱이 압착되면 조임력이 부족하거나 차단 표면이 마모되었음을 나타냅니다. 연마 또는 수리가 필요합니다.
-
웰드라인 실패: 게이트의 위치가 잘못되었음을 암시합니다. 또는 the material needs higher temperature/pressure (packing).
-
화상 표시: 불량함을 나타냄 환기 그 문제를 해결해야합니다.
수리 기술
일반적인 수리에는 손상된 가장자리를 수정하기 위한 용접(종종 정밀성을 위한 레이저 용접)이나 EDM을 사용하여 중요한 치수를 조정하는 것이 포함됩니다.
환상적입니다. 우리는 설계, 분석, 고급 시스템 및 제조 프로세스를 다루었습니다. 마지막 단계는 기대하는 것입니다. 이 산업은 어디로 가고 있습니까?
사출 금형 설계의 미래 동향
사출 금형 도구 설계는 정적이지 않습니다. 더 빠른 프로토타입 제작, 더 저렴한 맞춤형 부품, 더 스마트한 제조에 대한 요구로 인해 새로운 기술이 끊임없이 발전하고 있습니다. 이러한 추세는 금형 설계자의 역할을 재정의하고 있습니다.
금형 인서트용 적층 가공
거대한 몰드 베이스를 3D 프린팅하지는 않지만, 적층 제조(AM) , 또는 3D 프린팅은 내부 구성 요소, 특히 코어 및 캐비티 인서트에 혁명을 일으키고 있습니다.
-
형상적응형 냉각: 그만큼 biggest game-changer. AM allows designers to create complex, internal 냉각 채널s 이는 부품의 윤곽을 정확하게 따릅니다. 이러한 채널은 기존 방식으로는 가공이 불가능하지만 믿을 수 없을 정도로 균일한 냉각을 보장하여 뒤틀림 그리고 cutting cycle times by up to 어떤 경우에는.
-
신속한 프로토타이핑 인서트: AM을 사용하면 소프트 툴링을 위한 저비용, 소량 인서트를 생성할 수 있으므로 설계자는 고가의 공구강을 사용하기 전에 신속하게 설계 변형을 테스트(A/B 테스트)할 수 있습니다.
센서를 갖춘 스마트 금형
그만큼 next generation of molds won't just make parts; they'll talk to the machine and to the cloud. 스마트 금형 통합 센서를 사용하여 실시간 프로세스 데이터를 제공합니다.
-
캐비티 압력 센서: 그만큼se small sensors placed inside the cavity measure the exact pressure the plastic is exerting as it fills and packs. This is crucial for precise quality control, allowing the machine to adjust injection speed or packing pressure mid-cycle to ensure every part is consistent.
-
온도 센서(열전대): 캐비티와 코어 전체에 배치된 이 모니터는 강철 온도를 모니터링하여 냉각 장치에 실시간 피드백을 제공하여 최적의 균형 잡힌 냉각을 보장합니다. 뒤틀림 .
-
RFID/데이터 칩: 성형 기계의 즉각적인 금형 인식에 사용되며 올바른 공정 매개변수, 유지보수 이력 및 샷 수를 자동으로 로드합니다. 이는 금형 설정 중 인적 오류를 제거합니다.
금형 설계 및 제조 자동화
더욱 통합된 디지털 워크플로를 통해 도구 구축의 효율성이 향상되고 있습니다.
-
설계 자동화: 고급 CAD/CAM 시스템은 인공 지능과 규칙 기반 설계를 사용하여 생성과 같은 반복적인 작업을 자동화합니다. 구배 각도 , 표준 이젝터 핀 배치 및 라우팅 냉각 채널s . 이를 통해 숙련된 설계자는 복잡하고 가치가 높은 문제 영역에 집중할 수 있습니다.
-
도구 제조 분야의 로봇공학: 정밀 로봇이 점점 더 많이 사용되고 있습니다. CNC 가공 그리고 EDM 자동화된 전극 교체 및 재료 처리 프로세스를 통해 인간 상호 작용을 최소화하고 최종 도구의 정확성과 일관성을 높입니다.
결론
주요 설계 원칙 요약
사출 성형 도구 설계는 물리학, 재료 과학 및 세심한 엔지니어링이 교차하는 복잡한 균형 작업입니다. 안정적이고 수익성 있게 실행되는 성공적인 도구를 만들려면 다음과 같은 기본 사항을 숙지해야 합니다.
-
성형성: 유니폼 우선순위 벽 두께 그리고 incorporate sufficient 구배 각도 .
-
능률: 최적화 게이팅 시스템 그리고 design robust, balanced 냉각 채널s 에게 minimize cycle time.
-
신뢰할 수 있음: 정확하게 보상하라 수축 그리고 ensure adequate 환기 에게 prevent burn marks and short shots.
금형 설계에서 지속적인 학습의 중요성
그만큼 reality is, mold design is an apprenticeship that never truly ends. With new materials, higher performance demands, and emerging technologies like 형상적응형 냉각 그리고 스마트 금형 , 지속적인 교육은 선택 사항이 아닙니다. 경쟁력을 유지하려면 필수입니다.

