
요약
난연성(FR) 폴리머 등급은 자동차, 전자, 전기 및 건설 응용 분야 전반에 걸쳐 지정되지만 표준 등급에는 없는 가공 문제와 툴링 위험이 발생합니다. FR 첨가제는 공정 범위를 좁히고, 금형강에 대한 부식성을 증가시키며, 표면 마감에 영향을 미치고, 재활용 과정을 복잡하게 만듭니다. 이 가이드에서는 UL94 등급 시스템을 자세히 다루고, 각 주요 FR 화학이 사출 성형 장비 및 툴링과 상호 작용하는 방식을 설명하며, FR 재료를 실행할 때 금형 설계 및 강철 선택에 대한 실제 사양을 제공합니다.
1. 사출 성형에서 난연성이 중요한 이유
플라스틱이 타요. 대부분의 엔지니어링 열가소성 수지(ABS, PP, PA, PC)는 본질적으로 가연성이며 LOI(제한 산소 지수)가 17~28%입니다. 전기 인클로저, EV 배터리 하우징, 가전 제품, 항공기 내부, 건물 패널 등 발화 위험이 있는 응용 분야에서 수정되지 않은 폴리머는 화재 안전 규정을 충족할 수 없습니다.
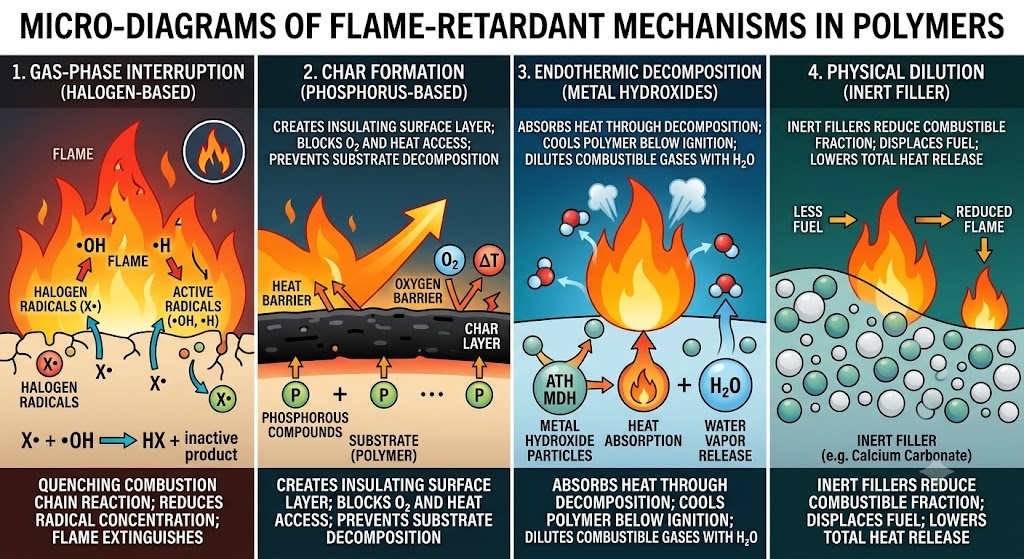
난연제는 하나 이상의 메커니즘을 통해 이 문제를 해결합니다.
- 기체상 중단 — FR 라디칼은 화염 구역에서 연소 연쇄 반응을 억제합니다(할로겐 기반 시스템).
- 숯 형성 — FR 화학은 기판을 화염으로부터 절연하는 탄소질 표면층을 촉진합니다(인 기반, 팽창성 시스템).
- 흡열 분해 — FR 첨가제는 분해를 통해 열을 흡수하여 기판을 발화 온도 이하로 냉각시킵니다. (금속 수산화물: ATH, MDH)
- 물리적 희석 — 불활성 충전재는 화합물의 가연성 부분을 줄입니다.
사출 성형기의 과제는 이러한 메커니즘이 열(성형 공정을 구동하는 동일한 자극)에 의해 활성화된다는 것입니다. 배럴에서 생존할 수 있을 만큼 열적으로 안정적이지만 화재 시 성능을 발휘할 수 있을 만큼 반응성이 있는 FR 첨가제는 가공 및 툴링에 직접적인 영향을 미치는 좁은 엔지니어링 창을 나타냅니다.
2. UL94 등급 시스템: 분류가 실제로 의미하는 것
UL94(장치 및 가전제품 부품용 플라스틱 재료의 가연성 테스트 표준)는 플라스틱 가연성 분류에 대한 주요 글로벌 기준입니다. 올바른 사양을 위해서는 각 등급이 요구하는 것과 요구하지 않는 것을 이해하는 것이 필수적입니다.
2.1 테스트 방법 개요
UL94 테스트는 원재료가 아닌 성형된 시편을 대상으로 실시됩니다. 시편 형상이 중요합니다. 표준에서는 두께 범주(일반적으로 0.8mm, 1.6mm, 3.2mm)를 지정하고 등급은 두께에 따라 다릅니다. 3.2mm에서 V-0 등급의 재료는 0.8mm에서 V-2만 달성할 수 있습니다.
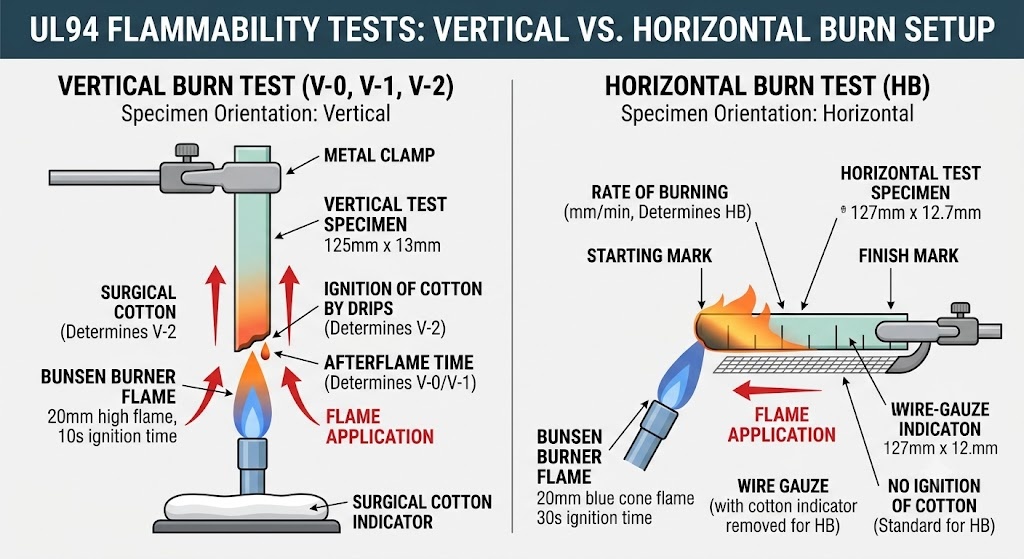
두 가지 기본 테스트 시리즈:
수직 연소 테스트(V-0, V-1, V-2, 5VA, 5VB): 125mm × 13mm 표본을 수직으로 잡고 10초 간격으로 두 번 정의된 화염에 노출시킵니다. 적하, 잔염 시간 및 표본 아래 면 표시기의 점화가 등급을 결정합니다.
수평 연소 테스트(HB): 127mm × 12.7mm 시편을 수평으로 유지합니다. 이는 가장 낮은 분류입니다. FR 처리가 없는 대부분의 상용 폴리머는 충분한 두께에서 HB를 달성합니다.
2.2 분류 기준
| 등급 | 잔염 ≤ (각 용도) | 총 잔염 ≤ (5개 표본) | 물방울이 면화에 불을 붙인다? | 잔광 ≤ | 메모 |
|---|---|---|---|---|---|
| V-0 | 10초 | 50초 | 아니요 | 30초 | 가장 엄격한 수직 |
| V-1 | 30초 | 250초 | 아니요 | 60초 | 중간 계층 수직 |
| V-2 | 30초 | 250초 | 네 허용됩니다 | 60초 | 적하 허용 |
| 5VA | — | — | 아니요 | — | 아니요 burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | 아니요 | — | 명판에 번스루(burn-through)가 허용됨; V-1보다 더 엄격하다 |
| HB | 화상 ≤ 76mm/분(>3mm) 또는 소화 | — | 해당 없음 | — | 최저; 대부분의 범용 플라스틱 |
2.3 실제 등급: 규제 기관과 OEM이 실제로 지정하는 것
| 신청 | 최소 UL94 요구 사항 | 메모 |
|---|---|---|
| 가전제품 인클로저(IEC 62368-1) | V-1 또는 V-0 | 벽 두께와 내부 열원에 따라 다름 |
| EV 배터리 하우징 및 BMS 인클로저 | 1.6mm 이하에서 V-0 | 종종 OEM별 열 폭주 요구 사항에 따라 강화됩니다. |
| 자동차 전기 커넥터(USCAR-2) | 0.8mm 이하에서 V-0 | 매우 얇은 벽 - 재료 옵션을 크게 좁힙니다. |
| 가전제품 하우징(IEC 60335) | V-1 또는 V-0 | 카테고리에 따라 다름 |
| 산업용 전기 인클로저(IEC 61439) | V-0 또는 5VA | 대형 인클로저에 대한 5VA 지정이 점점 더 많아지고 있습니다. |
| 항공기 내부 부품(FAR 25.853) | 아니요t UL94 — uses OSU heat release and vertical bunsen tests | UL94는 항공우주용으로는 불충분합니다. |
| 건축 및 건설(EN 13501) | UL94가 아닌 Euroclass B–E 시스템 | 완전히 다른 테스트 표준 |
중요한 점: UL94 등급은 특정 색상, 두께 및 로트 인증에 대해 공급업체에서 보고합니다. V-0을 달성한 검정색 PC/ABS 하우징은 흰색 또는 자연색의 V-0을 보장하지 않습니다. 안료 시스템과의 FR 첨가제 상호 작용은 성능에 영향을 미치며 UL94 노란색 카드에는 승인된 색상이 명시적으로 나열되어 있습니다.
3. 주요 FR 화학 제품군 및 해당 처리 프로필
3.1 할로겐화 난연제(브롬화/염소화)
메커니즘: 할로겐 라디칼은 기체상에서 연소 연쇄 반응을 방해합니다. 낮은 로딩 수준(5~15phr)에서 매우 효과적이며 기계적 특성에 미치는 영향을 최소화하면서 V-0을 가능하게 합니다.
일반적인 시스템:
- 데카브로모디페닐 에탄(DBDPE) 삼산화안티몬 상승제 — ABS, 엉덩이, PA
- 테트라브로모비스페놀 A(TBBPA) 올리고머 — PC/ABS 혼합물
- 염소화 파라핀 — 저가형 상용 응용 분야
처리 동작:
- 대부분의 제제에서 280~300°C까지 열적으로 안정적이며 ABS, PA66, PC 처리 온도와 호환 가능
- 300°C 이상에서는 HBr/HCl 가스 생성이 급격히 가속화됩니다. 배럴 온도 초과로 인해 부식성 가스 방출 발생
- 가동을 중단할 때 중성 캐리어(HDPE 또는 PP)를 사용한 퍼징은 필수입니다. 갇힌 브롬화 물질은 분해되고 배럴 및 나사 표면을 공격합니다.
- 표준 공구강에 대한 부식성: 공정 편차 공격 P20 및 H13에서 HBr 및 HCl이 생성되었습니다. 정상적인 조건에서는 심각하지 않지만 대량 생산 시 누적됨
도구 관련 의미:
- 잘 제어되는 공정에 적합한 표준 P20 캐비티강
- 대용량 또는 상한 온도 근처에서 실행되는 모든 공정에 권장되는 도금(경질 크롬 또는 무전해 니켈)
- 퍼지 프로토콜은 프로세스 지침에 문서화되어야 합니다. 플래시로 인한 연소 에피소드로 인해 게이트와 통풍구에 국부적인 부식 피트가 발생합니다.
규제 상태: REACH SVHC 목록에는 여러 브롬화 FR 화합물이 포함되어 있습니다. RoHS 지침은 PBB 및 PBDE를 제한합니다. DBDPE는 현재 EU와 미국에서는 제한이 없지만 지속적인 검토가 진행 중입니다. REACH/RoHS 준수 등급만 지정하십시오. 매년 공급업체 선언을 확인하십시오.
3.2 인계 난연제(할로겐 프리)
메커니즘: 폴리머 표면의 숯층 형성을 촉진하여 산소 접근을 물리적으로 차단하고 기판을 절연시킵니다. 일부 인 시스템에는 기상 활성도 있습니다.
일반적인 시스템:
- 레조르시놀 비스(디페닐 인산염)(RDP) - PC/ABS 혼합물(할로겐이 없는 V-0 PC/ABS의 주요 시스템)
- 알루미늄 디에틸포스피네이트(AlPi, Clariant Exolit® OP 시리즈) — PA6, PA66, PBT
- 멜라민폴리인산염(MPP) - PA6, PA66
- 적린 — PA, PBT(취급 위험으로 인해 현재는 거의 사용되지 않음)
처리 동작:
- PC/ABS의 RDP: 용융 점도 감소(가공 온도에서 가소제 역할을 함) → 플래시 위험 증가 , 형체력 마진 감소
- PA 등급의 AlPi: 320°C까지 열 안정성, 점도 효과 최소화 - 현재 사용 가능한 가장 공정 친화적인 FR 시스템
- PA의 MPP: 중간 정도의 안정성; 290°C 이상에서는 암모니아 및 멜라민 증기 발생으로 인해 표면 물집 및 은색 줄무늬 — PA 범위의 낮은 끝에서 용융 온도를 유지합니다.
- 모든 인 시스템: 보관 중 수분 흡수로 인해 성능이 저하되고 갈라짐/은색 줄무늬가 발생합니다. 건조 사양은 채워지지 않은 등급보다 엄격합니다.
건조 요구 사항(인 FR 등급):
| 베이스 폴리머 | 표준등급 건조 | FR 등급 건조 | 추가 참고 사항 |
|---|---|---|---|
| PA6 | 80°C / 4시간 | 85°C / 6~8시간 | MPP 등급은 특히 습기에 민감합니다. |
| PA66 | 85°C / 4시간 | 90°C / 6~8시간 | AlPi는 더 관용적입니다. |
| PBT | 120°C / 4시간 | 130°C / 5~6시간 | FR PBT는 습기에 매우 민감합니다. |
| PC/ABS | 90°C / 3~4시간 | 95°C / 4~6시간 | RDP는 스토리지에서 마이그레이션됩니다. 개봉 후 즉시 사용하세요. |
도구 관련 의미:
- RDP 마이그레이션: RDP가 포함된 PC/ABS에서 인산염 에스테르는 시간이 지남에 따라 부품 표면과 금형 캐비티로 마이그레이션될 수 있습니다. 이로 인해 다음이 발생합니다.
- 금형 침전물 축적 실행 조건에 따라 50,000~150,000회 샷마다 청소가 필요한 캐비티 표면(흰색 또는 노란색 잔류물)
- 표면 광택 감소 금형이 청소되지 않은 경우 부품에 발생 - 클래스 A 표면에 중요
- 스테인레스 스틸(S136) 또는 경질 크롬 도금 P20은 침전물 부착을 줄이고 청소를 단순화합니다.
- PA의 AlPi 등급은 가장 툴링 친화적인 FR 시스템입니다. 최소 침전물, 최소 부식
3.3 질소 기반 난연제(멜라민 시스템)
메커니즘: 주로 질소 방출을 통한 기상 희석; 인과 결합하면 일부 숯이 촉진됩니다(팽창성 시스템).
일반적인 시스템:
- 멜라민 시아누레이트(MC) - PA6, PA66(V-2 달성 가능, 상승제 없이는 V-0 어려움)
- 멜라민폴리인산염(MPP) - PA6, PA66 (V-0 achievable in combination)
- 팽창성 시스템(APP 펜타에리트리톨 멜라민) — PP, PE(주로 무할로겐 케이블 및 필름 응용 분야용)
처리 동작:
- PA의 MC: 320°C에서 분해되어 이소시안산과 멜라민 증기를 방출합니다. PA66/MC 화합물의 용융 온도 상한은 290°C로 엄격합니다.
- 금형 캐비티 표면에서 멜라민이 승화하면 흰색 분말 침전물이 형성되므로 캐비티를 자주 청소해야 합니다.
- 팽창성 PP 시스템: 전단에 매우 민감합니다. 높은 사출 속도로 인해 FR 부품 분리 및 줄무늬 발생
도구 관련 의미:
- 멜라민 승화 침전물은 FR 등급 범주에서 가장 심각한 곰팡이 오염 문제입니다.
- 크롬 도금 또는 PVD 코팅 캐비티는 침전물 접착력을 크게 감소시킵니다. 유지 관리 간격은 코팅되지 않은 것보다 2~3배 더 깁니다.
- 퇴적물로 인한 통풍구 막힘은 심각한 위험입니다. 통풍구는 접근성을 고려하여 설계하고 정의된 일정(일반적으로 30,000~80,000회 주사마다)에 따라 청소해야 합니다.

3.4 금속수산화물 난연제(ATH, MDH)
메커니즘: 흡열 분해는 수증기를 방출하여 기질을 냉각시키고 가연성 가스를 희석시킵니다. 할로겐 없음, 인 없음, 질소 없음 - 처리 부산물의 관점에서 볼 때 가장 깨끗한 화학 물질입니다.
일반적인 시스템:
- 알루미늄 삼수화물(ATH) — 180~200°C에서 분해됩니다. 200°C 이하에서 가공된 폴리머(EVA, LDPE, PVC)에 대한 사용 제한
- 이수산화마그네슘(MDH, 브루사이트) — 300~320°C에서 분해됩니다. PP, PA6까지 적용 범위 확대
처리 동작:
- V-0을 달성하려면 매우 높은 로딩(중량 기준 40~65%)이 필요함 - 화합물 밀도가 극적으로 증가하고 기계적 특성이 감소함
- 높은 필러 로딩으로 용융 점도가 크게 증가합니다. 필요한 사출 압력이 더 높고 충전 시간이 길어집니다.
- 나사, 배럴 및 금형 구멍에 대한 연마제 - 마모율이 높다 , 유리 충전 등급과 유사
- MDH/ATH 화합물은 할로겐/인 시스템에 비해 단위 로딩당 LOI 개선 효율이 매우 낮습니다. 얇은 벽에서 V-0이 필요한 경우에는 거의 사용되지 않습니다.
도구 관련 의미:
- 마모 목적상 GF30–GF40과 동일하게 취급
- 강화 게이트 인서트(≥52 HRC) 필수
- 러너 및 게이트 설계는 필러 응집 및 게이트 침식을 방지하기 위해 전단(충전되지 않은 동등한 것보다 큰 직경)을 최소화해야 합니다.
- 캐비티 강: H13 또는 이와 동등한 경화 공구강 — P20은 대량 ATH/MDH 생산에 한계가 있습니다.
4. FR 등급에 대한 처리 매개변수 조정
표: 공정 창 조정과 기본 폴리머 비교
| 매개변수 | 방향 | 크기 | 이론적 근거 |
|---|---|---|---|
| 용융 온도 | 낮은 | 기준보다 5~20°C 낮음 | FR 열분해 방지 |
| 배럴 체류 시간 | 최소화 | 최대 5분 미만으로 설계 | 분해는 시간 × 온도에 따라 달라집니다. |
| 사출 속도 | 감소 | 10~20% | 전단 유발 분해를 줄입니다. 플래시 위험 감소(RDP) |
| 배압 | 감소 | 10~20% below standard | 전단열 발생 감소 |
| 나사 속도 | 감소 | 10~15%RPM | 동일한 근거 |
| 퍼지 프로토콜 | 필수 | 종료할 때마다 | 실행 간 부식성 저하 방지 |
| 건조 | 온도와 시간을 늘려라 | 섹션 3.2의 표를 참조하세요. | FR 등급은 습기에 더 민감합니다. |
| 금형 온도 | 낮은 end of range | 가능한 경우 | 퇴적물 형성 감소(멜라민 시스템) |
| 핫러너 온도 | 최소 실행 가능 | 채우기가 허용하는 한 낮게 | FR 저하에 가장 중요한 영역 |
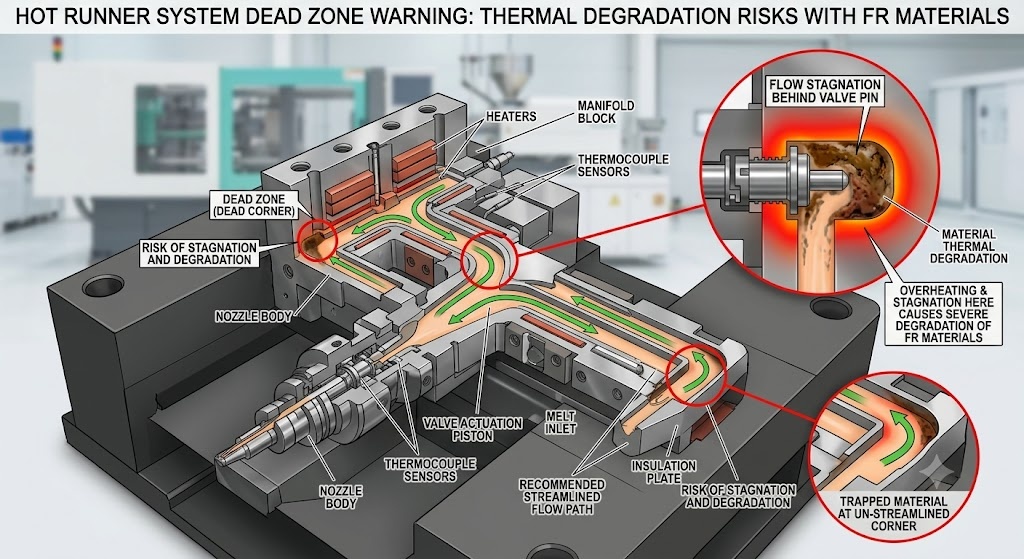
핫 러너 고려 사항
핫 러너는 FR 재료 열화 위험이 가장 높은 영역입니다. 매니폴드와 노즐 팁은 용융수지 온도를 지속적으로 유지하며 불감대(밸브 스템 뒤, 잘못 설계된 매니폴드 굴곡)에서는 체류 시간이 30~60분일 수 있습니다. 이는 대부분의 FR 시스템을 저하시키기에 충분합니다.
FR 등급에 대한 필수 핫 러너 설계 요구 사항:
- 완전 유선형(데드 코너 없음) 매니폴드 형상 - 핫 러너 공급업체에 지정
- 충전 요구 사항에 맞는 최소 매니폴드 볼륨 - 대형 매니폴드로 체류 시간 증가
- 노즐당 독립적인 구역 온도 제어 - 정확한 최소 온도 관리 가능
- 개방형 게이트보다 선호되는 밸브 게이트 - 생산 중단 중에 확실한 차단이 가능합니다.
- 가동 중단 시 온도 강하: 생산이 5분 이상 중단되면 즉시 150~170°C로 낮춥니다.
5. 금형강 및 표면처리 선택
표: FR 화학에 따른 권장 금형강
| FR 시스템 | 베이스 폴리머 | 캐비티 스틸 | 코어 스틸 | 게이트 인서트 | 표면 처리 | 메모 |
|---|---|---|---|---|---|---|
| 브롬화(DBDPE) | ABS, HIPS | P20 또는 S136 | P20 | H13 경화 | 경질 크롬 또는 EN 도금 | 대량 생산에 중요한 도금 |
| RDP(인산에스테르) | PC/ABS | S136 선호 | P20 | S136 | PVD 또는 EN 도금 | S136에서 침전물 접착력이 가장 낮음 |
| AlPi(인산알루미늄) | PA, PBT | P20 또는 H13 | P20 | H13 | 선택적인 크롬 | 가장 툴링 친화적인 FR 시스템 |
| 멜라민(MC, MPP) | PA6, PA66 | P20 크롬 또는 S136 | P20 | H13 | 하드 크롬 필수 | 코팅 없이 승화 침전물이 심함 |
| ATH / MDH (금속 수산화물) | PP, PA, EVA | H13 경화 | H13 | H13 또는 탄화물 | 크롬 또는 PVD | 연마 필러 화합물로 취급 |
| 고유(조달청, 픽) | PPS, PEEK | S136 또는 420SS | S136 | S136 | 선택사항 | 용융 온도에서 부식성; 기본 강철 부식 위험 |
FR 응용 분야의 표면 처리 성능 비교
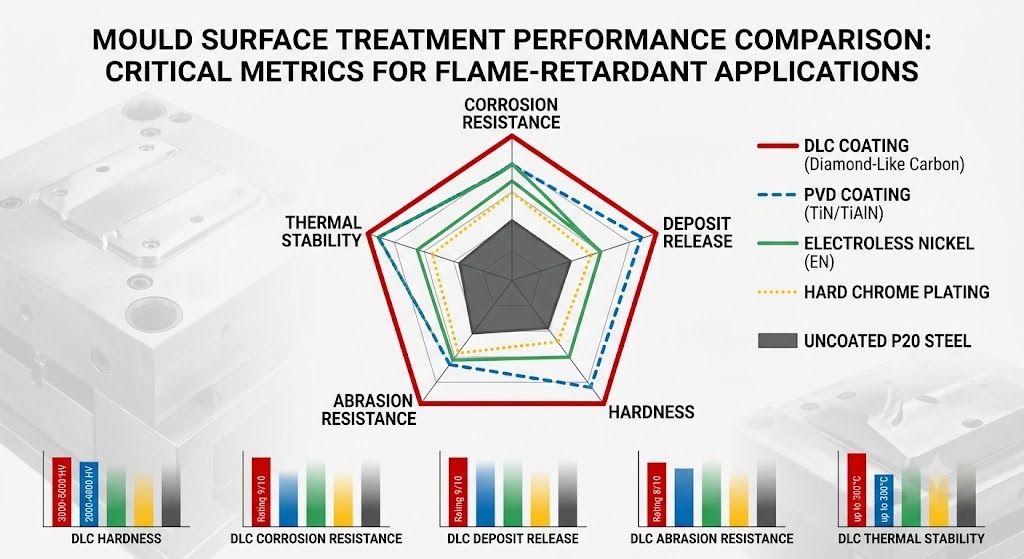
| 치료 | 부식 저항 | 예금 해제 | 경도(HV) | 최대 온도 | 비용 프리미엄 |
|---|---|---|---|---|---|
| 경질 크롬 도금 | 좋음 | 보통 | 900~1100 | 400°C | 15~25% |
| 무전해 니켈(EN) | 우수 | 좋음 | 500~700 | 260°C | 10~20% |
| PVD(TiN, TiAlN) | 좋음 | 좋음–Excellent | 2000년~3300년 | 400~600°C | 20~35% |
| DLC(다이아몬드 라이크 카본) | 우수 | 우수 | 3000~5000 | 300°C | 30~50% |
| 코팅되지 않은 P20 | 나쁨 | 나쁨 | 300~350 | — | 기준선 |
DLC 코팅은 멜라민 시스템 FR 등급에 최고의 침전물 제거 성능을 제공합니다. 특히 캐비티 청소 가동 중지 시간이 중요한 대량 PC/ABS 및 PA 인클로저 생산에 유용합니다.
6. FR 등급을 위한 벤트 설계
난연성 화합물은 충전되지 않은 등급보다 더 많은 가스를 생성합니다. 분해 부산물, 금속 수산화물의 수분, 휘발성 첨가제는 모두 캐비티에서 비워야 하는 가스를 생성합니다. 환기가 충분하지 않으면 다음이 발생합니다.
- 디젤 효과 연소 최종 충전 위치 - 종종 게이트 블러시 또는 재료 저하로 잘못 진단되는 탄화 침전물
- 짧은 샷 두꺼운 부분의 가스 배압으로 인해
- 표면 물집 갇힌 습기 또는 휘발성 FR 구성요소로부터
FR 등급에 대한 벤트 깊이 권장 사항
| 재질 / FR 시스템 | 벤트 깊이(랜드, mm) | 통풍구 폭 (mm) | 벤트 릴리프 깊이(mm) | 청소 간격 |
|---|---|---|---|---|
| ABS / 브롬화 FR | 0.012~0.018 | 5~8 | 0.5 | 100,000번 촬영마다 |
| PC/ABS/RDP | 0.010~0.015 | 5~8 | 0.5 | 80,000번 촬영마다 |
| PA66 / 알파이 | 0.010~0.015 | 4~6 | 0.3 | 120,000번 촬영마다 |
| PA6 / 멜라민 | 0.008~0.012 | 4~6 | 0.3 | 30,000~50,000매 촬영마다 |
| PP / ATH 팽창성 | 0.015~0.020 | 6~10 | 0.5 | 80,000번 촬영마다 |
| PPS(고유 FR) | 0.005~0.008 | 3~5 | 0.2 | 150,000번 촬영마다 |
멜라민 기반 FR 화합물은 가장 공격적인 배출구 오염 현상을 나타냅니다. 일정에 따라 세척되지 않은 PA6/MC를 실행하는 생산 금형은 50,000회 샷 내에서 통풍구를 막아 연소, 미성형 및 부품 거부로 이어집니다.
디자인 추천: 가스 방출 경향이 높은 FR 등급(멜라민, 팽창성 시스템)의 경우 가능한 경우 통풍구를 교체 가능한 인서트로 설계하십시오. 이를 통해 금형이 깨끗한 예비 세트로 계속 작동하는 동안 오프라인으로 벤트 청소가 가능합니다.
7. 품질 및 규정 준수 고려사항
7.1 UL94 옐로카드 검증
재료 데이터시트에 인쇄된 UL94 등급은 공급업체의 마케팅 주장입니다. 권위있는 출처는 UL 제품 iQ 데이터베이스(이전의 Yellow Card) . UL94 규제 애플리케이션을 위한 FR 재료를 지정하기 전에 다음을 확인하십시오.
- 정확한 등급 및 로트가 현재 Yellow Card 목록과 일치합니다.
- 등급은 부품의 벽 두께에 적용됩니다. 많은 재료는 더 얇은 벽에서 하나의 등급 등급을 잃습니다.
- 색상이 나열되어 있습니다. 안료 시스템이 FR 성능에 영향을 미칩니다.
- 인증서 만료일은 최신입니다. UL은 정기적인 재테스트를 실시하며 등급이 철회될 수 있습니다.
7.2 FR 성능에 대한 색상 영향
안료 시스템은 전체 UL94 등급만큼 성능을 저하시킬 수 있는 방식으로 FR 첨가제와 상호 작용합니다. 카본 블랙(검은색 화합물에 사용됨)은 일반적으로 FR 성능을 향상시켜 숯 형성을 촉진합니다. 백색안료(TiO2)는 중성 내지 약음성입니다. 유기 안료(특히 노란색과 빨간색 아조 안료)는 인 FR 시스템을 방해할 수 있습니다.
규칙: 자연색 또는 검정색 참조 데이터가 아닌 항상 생산 색상에 대한 FR 성능을 검증하십시오. 고객이 여러 색상의 V-0을 요구하는 경우 각 색상에 대해 별도로 UL Yellow Card 인증을 받으십시오.
7.3 웰드 라인 및 니트 라인 FR 성능
사출 성형된 FR 부품의 웰드라인 영역은 일반적으로 벌크에 비해 난연성이 감소합니다. 용접 영역에서는 유리 섬유가 유동 선단과 평행하게 정렬되며 FR 첨가제 분포가 불균일할 수 있습니다. 테스트에는 중요한 화재 안전 요구 사항이 있는 응용 분야를 위해 웰드 라인 영역에서 잘라낸 시편이 포함되어야 합니다.
7.4 재분쇄 및 재활용
FR 첨가제, 특히 할로겐화 시스템은 수명이 다한 후 재활용을 어렵게 만듭니다. 브롬화 FR 화합물의 공정 내 재연마(스프루, 러너, 불량 부품)에는 다음이 필요합니다.
- 최대 재분쇄 비율: 중량 기준 10-15% - 비율이 높을수록 FR 성능이 저하되고 가스 생성이 증가합니다.
- 재분쇄재는 FR 화학 제품군 전반에 걸쳐 혼합되어서는 안 됩니다. 할로겐 프리 화합물을 오염시키는 브롬화 재분쇄재는 규정 준수에 대한 불확실성을 야기합니다.
- 추적성을 위해 공정 기록에 재분쇄 비율을 문서화합니다.
8. 문제 해결: 일반적인 FR 등급 결함 및 근본 원인
| 결함 | FR 관련 원인일 가능성이 있음 | 시정 조치 |
|---|---|---|
| 은색 줄무늬/튀김 | FR 화합물의 수분; 휘발성 FR 분해 | 건조 시간/온도를 늘리세요. 용융 온도를 낮추십시오. 재료 보관 확인 |
| 게이트 부분 노란색/갈색 변색 | 핫러너 노즐에서의 FR 열분해 | 노즐 온도를 낮추십시오. 체류 시간을 최소화하고; 더 자주 비우기 |
| 와동 표면에 흰색 침전물 | 멜라민 승화(MC/MPP 시스템) 또는 RDP 마이그레이션 | 적절한 용제로 캐비티를 청소합니다. 청소 빈도를 늘리십시오. DLC 코팅을 고려해보세요 |
| 마지막 채우기 위치에서 굽기 | 환기가 충분하지 않습니다. FR 분해로 인한 가스 배출 | 화상 장소에 통풍구를 추가하거나 깊게 만듭니다. 사출 속도를 줄인다 |
| 플래시(새로운 발병) | 점도를 감소시키는 가소제 역할을 하는 RDP | 용융 온도를 낮추십시오. 재료 MFI와 이전 로트를 확인합니다. 사출 속도를 줄인다 |
| 광택 감소 | FR 마이그레이션으로 인한 금형 침전물 | 캐비티를 청소하십시오. PVD 또는 DLC 코팅 적용 |
| 짧은 샷 (previously stable tool) | FR 퇴적물에서 배출구가 막혔습니다. | 통풍구를 즉시 청소하십시오. 예정된 통풍구 유지 관리 구현 |
| 박리/층분리 | 호환되지 않는 재분쇄 오염; 수분 | 재분쇄 오염을 제거합니다. 건조를 확인하고; 로트 인증 확인 |
| 생산 부품에 대한 UL94 테스트 실패 | 재인증 없이 색상 변경; 재분쇄 과비율; 인증된 것보다 얇은 벽 | 색상 재인증 재분쇄를 줄이고; 얇은 부분의 벽 두께 확인 |
9. 결론
난연성 사출 성형 등급은 표준 엔지니어링 열가소성 수지가 제공하지 않는 공정 민감도, 툴링 공격성 및 규정 준수 복잡성의 고유한 조합을 나타냅니다. FR 재료를 잘못 관리하면 부품 품질 이상의 결과가 초래됩니다. 성능이 저하된 FR 화합물은 나사와 배럴을 부식시키고, 통풍구를 막고, 구멍에 침전물을 쌓을 수 있으며, 최악의 경우 처리 환경에서 독성 가스를 생성할 수 있습니다.
신뢰할 수 있는 FR 등급 생산을 위한 경로는 체계적입니다. 적용 온도 및 규제 요구 사항에 적합한 FR 화학 물질을 선택하고, 해당 화학 물질에 적합한 금형 강 및 표면 처리를 지정하고, 보다 엄격한 건조 및 공정 제어를 구현하고, FR 화합물의 가속화된 오염 및 마모 특성을 설명하는 예방적 유지 관리 일정을 수립합니다. 설계 단계에서 이러한 요소를 엔지니어링하는 데 드는 비용은 생산에서 이를 수정하는 비용의 일부에 불과합니다.
관련 기사:
- EV 배터리 하우징 사출 성형: PA66 GF50 대 PPS GF40 - 엔지니어링 절충점
- 2026년 상위 8개 사출 성형 재료
- 고정밀 사출금형강 선택 가이드
- 사출 성형 시 금형 플래싱: 원인, 예방 및 제거
- 플라스틱 사출 성형에서 최적의 표면 마감 달성
IMTEC 금형 | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

